专注液压升降货梯生产定制20年
产品质量有保 售后7×24小时服务
24小时咨询热线:15662672636
 24小时咨询热线: 15662672636
24小时咨询热线: 15662672636 手机:15662672636
电话:15662672636
邮箱:didihay@qq.com
地址:山东省济南市济阳县
发布时间:2026-03-19 点此:78次
弘锋机械 15840485257 专业生产定制升降机 升降货梯 升降平台 家用别墅电梯 传菜机 登车桥等升降设备,全国200+城市设有经销商,可免费上门量尺安装!
假设机床导轨设计时选错了一步,那么将会导致精度寿命方面全盘皆输!存在着90%的工程师都忽略的滑动导轨结构设计核心要点,而今天会一次性把这些要点讲透彻!

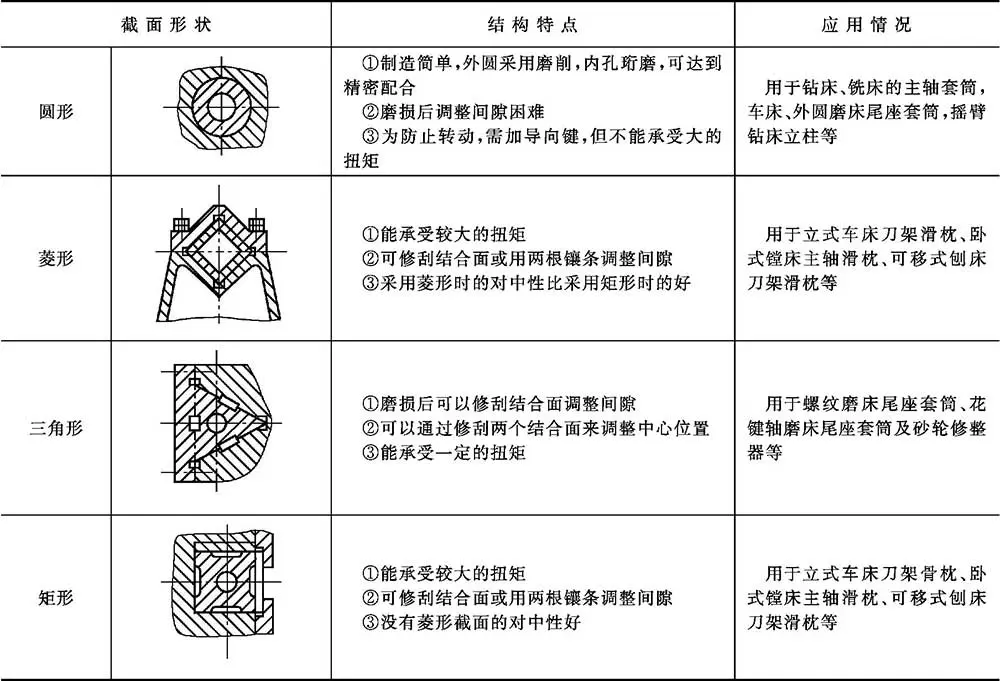
机床加工精度以及使用寿命,是由导轨截面形状直接决定的。依据2025年最新机械设计手册数据表明,V形导轨导向精度最高能够达到0.002mm/m,不过制造难度大且成本也高,它适用于精密坐标镗床工作台。矩形导轨承载能力是最强的,当重型龙门铣床工作台宽度达到3000mm的时候,就必须采用双矩形组合结构。
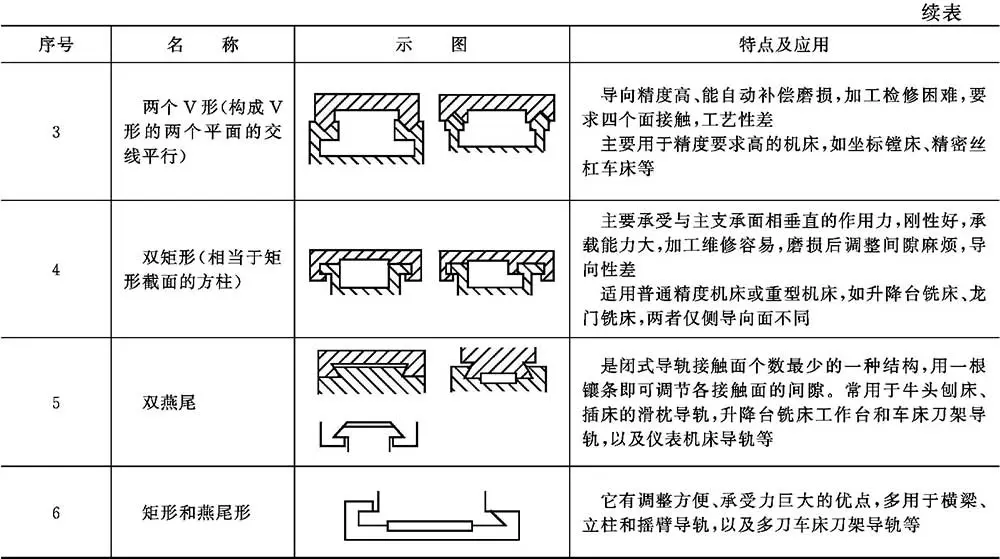
燕尾导轨,结构那般紧凑,调整起来很是方便,于加工中心刀库机械手中,应用率高达百分之八十五。三角形导轨,有着自动补偿磨损的特性,瑞士某顶级磨床制造商,在其数控外圆磨床上采用了这种结构,连续运行两万小时,精度保持率依旧达到百分之九十八点七。
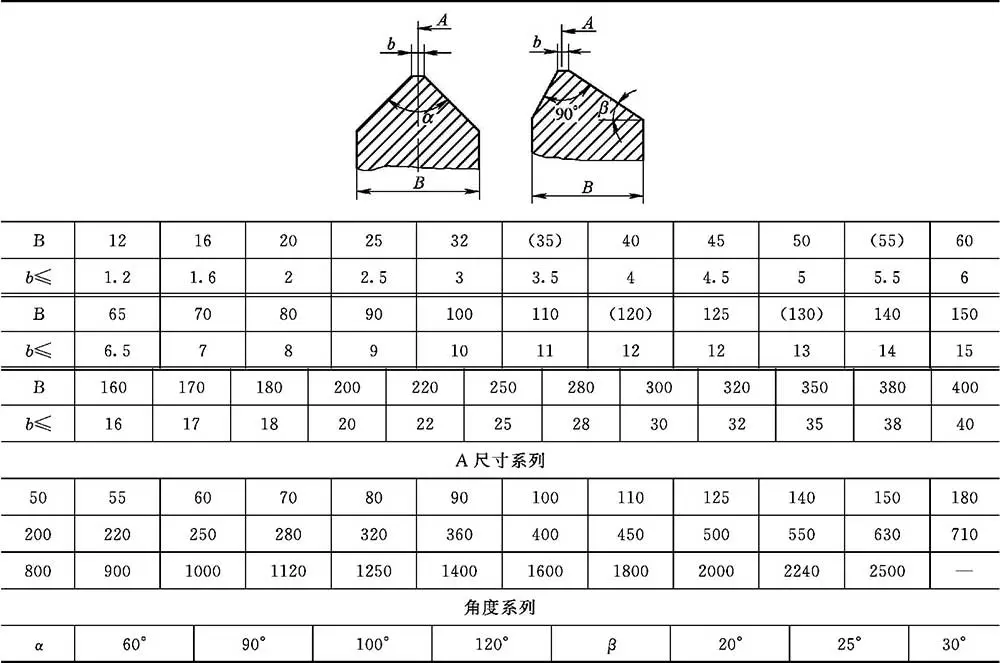
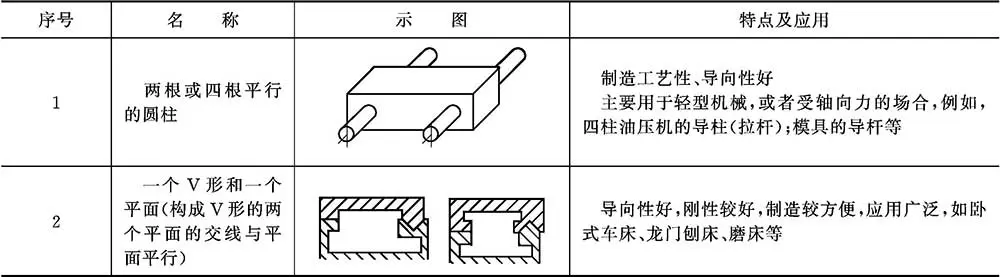
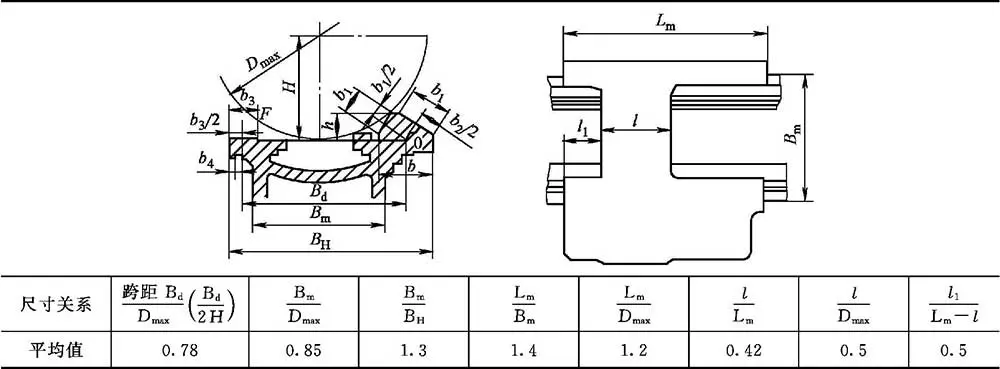
V形导轨夹角为90°之际承载能力处于最佳状态,夹角少于90°时容易出现卡死情况,夹角大于120°时导向性会变差。卧式车床导轨尺寸关系存在严格标准,床身宽度每增添100mm的时候,导轨高度会相应增加12至15mm,这一比例是依据全国3000多台车床实测数据所得到的最优数值。
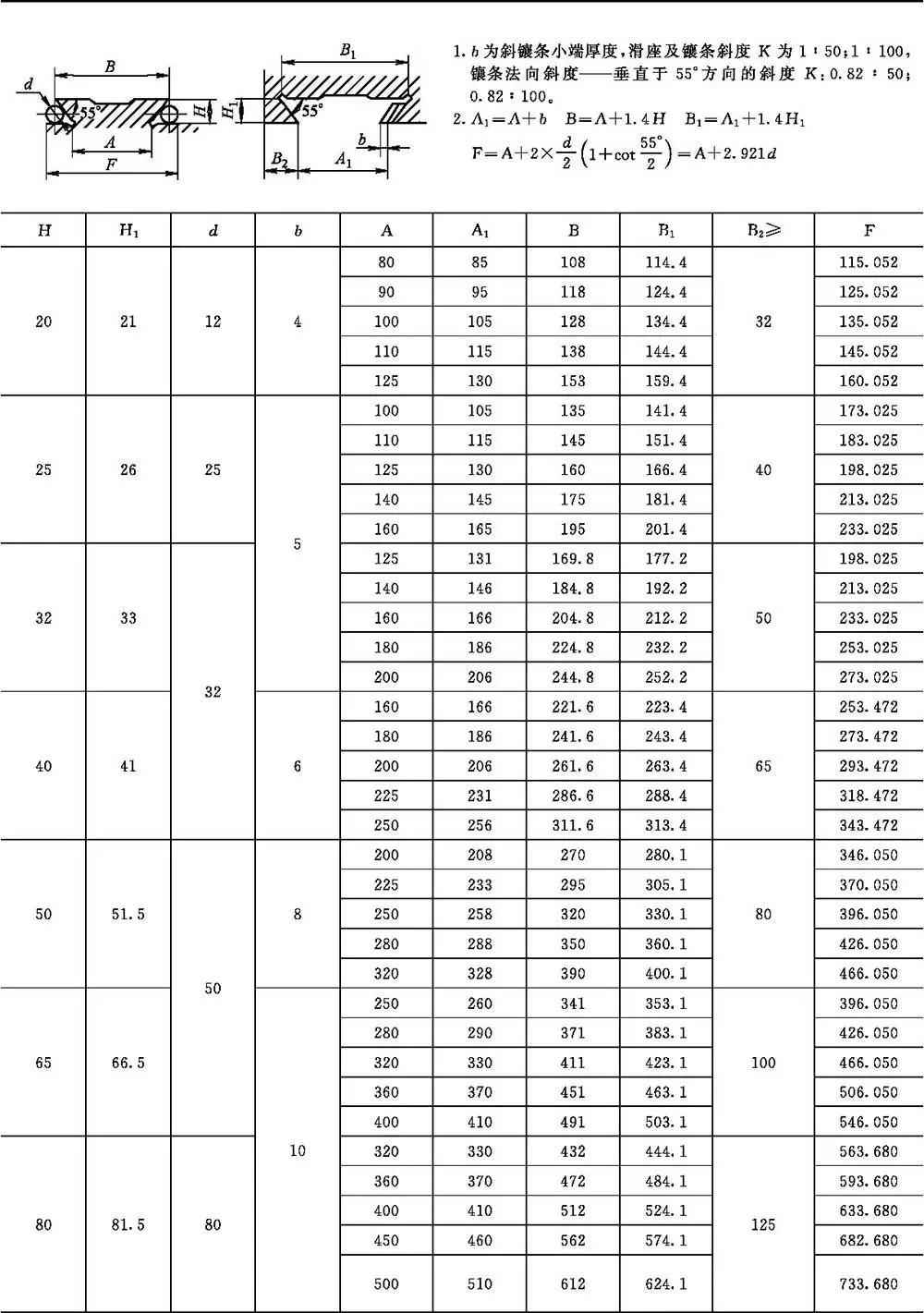
矩形导轨宽度跟高度的比例,建议把控在1.2至1.8之间的范围中。某家具有较高知名度的国产数控铣床,曾经由于导轨的高宽比被设计成2.5,致使运行长达半年之后,导轨出现了塑性变形的状况,从而造成了直接经济损失达到80余万元。燕尾导轨的角度55°是最为常见的情形,搭配5mm斜镶条小端的厚度,调整起来比较方便并且刚性十足。
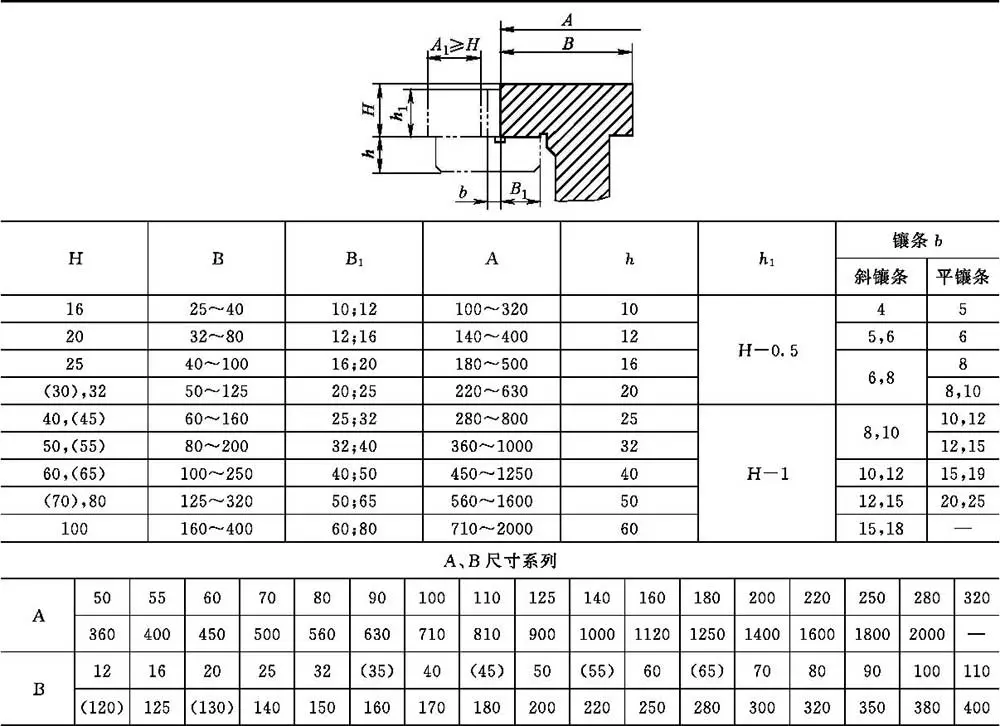
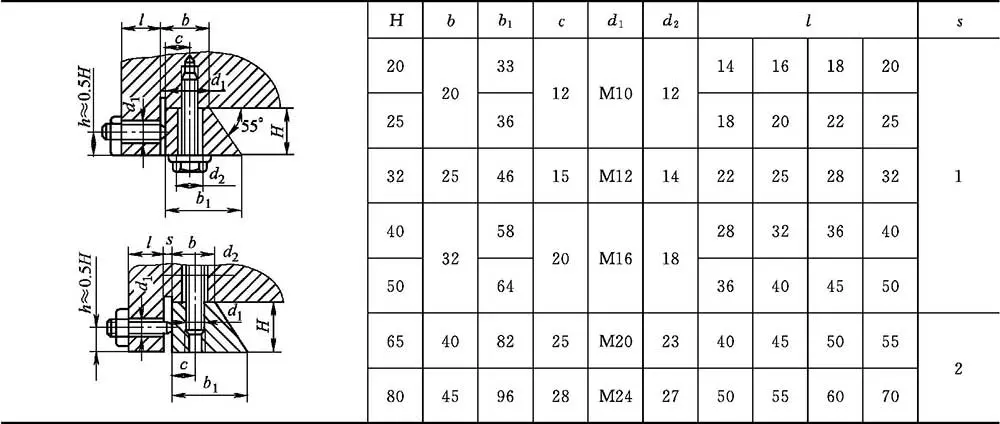
镶条放置的位置,会对机床几何精度产生直接影响。有一家德資企业,要求所有从事装配的钳工,都得把镶条放置在受力较小的那一侧,这样的工艺,让导轨磨损的均匀程度提升了40%。当导轨长度超过1500mm的时候,就得采用双端调节的结构,某机床厂,曾经因为采用了单端调节2000mm长的导轨,三个月之后,出现了0.05mm的直线度误差。
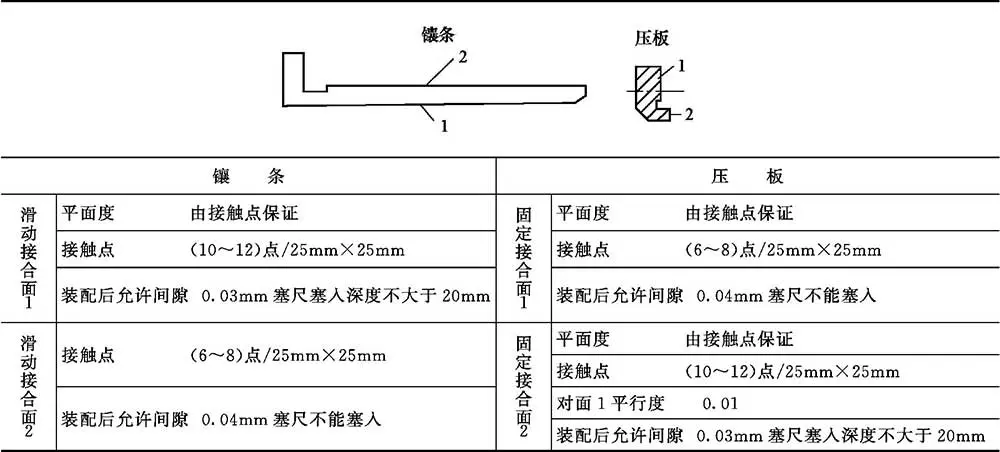
当压板厚度超出16mm之际,挑选M12 - M14螺钉是最为恰当合理的。有一家航天零部件加工企业呢,运用了1/3导轨工作长度的短压板结构,最终成功地把设备维护周期从6个月延长到了18个月。而镶条材料选用的是HT300铸铁并配合人工时效处理,其尺寸稳定性相较于普通铸铁提升了3倍还要多呢。
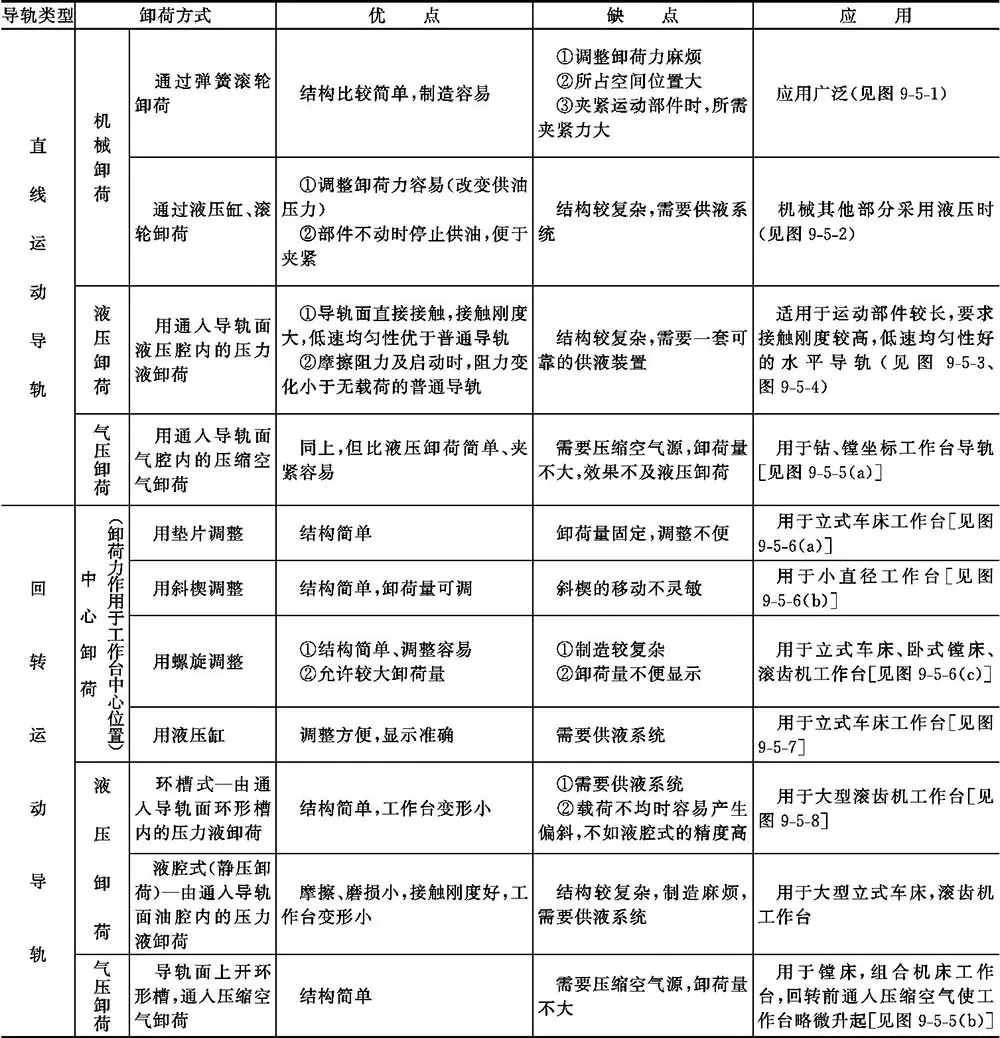
液压卸荷装置能够让导轨承受的载荷降低超过70%,某重型镗铣床在2024年国际机床展览会展出,采用液压卸荷技术后,导轨磨损量从每年0.03mm下降到了0.008mm,卸荷系数的选择有着严格标准,重型机床选取0.7,精密机床选取0.5,这一数据源自CIMT2023发布的行业白皮书。
有着结构简单可靠特点的机械卸荷,在滚动轴承卸荷方式于某大型立式车床上被应用之后,工作台旋转灵活性得到了提升,提升幅度多达百分六十。适用于轻型精密设备的气压卸荷,某半导体设备制造商在其晶圆切割机上采用了气压卸荷,达成了运动直线度为零点五微米的效果。

压强超过2MPa时,导轨接触之后,磨损速度按指数级增长。某工程机械厂有挖掘机生产线装配线导轨,其压强设计值是3.5MPa,运行仅8个月便出现严重磨损,被迫停产改造,损失超过200万元。矩形导轨许用压强通常是1 - 1.5MPa,精密设备的许用压强控制在0.8MPa以内。
接触变形量跟压强呈现出成正比的关系,每当压强增加0.1MPa的时候,接触变形便会增加大概是0.5μm的量。有某精密仪器制造商经由优化导轨结构,把接触压强从1.2MPa往下降到了0.6MPa,仪器的重复定位精度从3μm提升到了1.2μm。导轨长度每增加100mm,允许的压强会相应地降低8%-10%。
在阅读完这篇文章之后,你有没有碰到过导轨设计选型方面的难题?你于实际工作期间最为常用的是哪一种导轨结构?欢迎在评论区域分享你自身所拥有的经验以及所存在的困惑,点赞并进行转发,从而让更多的工程师能够看到这些具有实际价值的内容!